以下是:四川省阿坝市u型螺旋输送机输送量大、效率高的产品参数
【衡泰】持续拓展产品矩阵,现有
茂县螺旋输送机、
小金通风蝶阀、
广安粉尘加湿搅拌机、
南充斗式机、
绵阳埋刮板输送机等,满足不同场景需求。在四川省阿坝市本地采买
u型螺旋输送机输送量大、效率高到
衡泰重工机械制造(阿坝市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:
刘女士-【13731735184】。 四川省,阿坝藏族羌族自治州 阿坝州旅游、水能、生物和矿产资源优势明显。世界自然遗产九寨沟、黄龙及卧龙·四姑娘山大熊猫栖息地等旅游景区闻名遐迩。有马尔康卓克基土司官寨、松岗直波碉楼(含羌寨碉群)、松潘古城墙、壤塘棒托寺、错尔机寺、营盘山和姜维城遗址、日斯满巴碉房、阿坝州红军长征遗迹等8处(22个点)全国重点文物保护单位。黑水卡斯达温、九寨沟舞、羌笛演奏及制作技艺、羌族瓦尔俄足节等12 项民族文化遗产列入非物质文化遗产目录。独特的藏、羌民族风情、神秘的藏传佛教文化吸引了越来越多的中外游客。水能理论蕴藏量1933万千瓦,可开发量1400万千瓦,河流落差大,距离负荷中心近,年发电小时长,造价低。立体气候明显,日照充足,昼夜温差大,是名、特、优、稀水果和反季节蔬菜良好的种植区。
想要一睹u型螺旋输送机输送量大、效率高产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
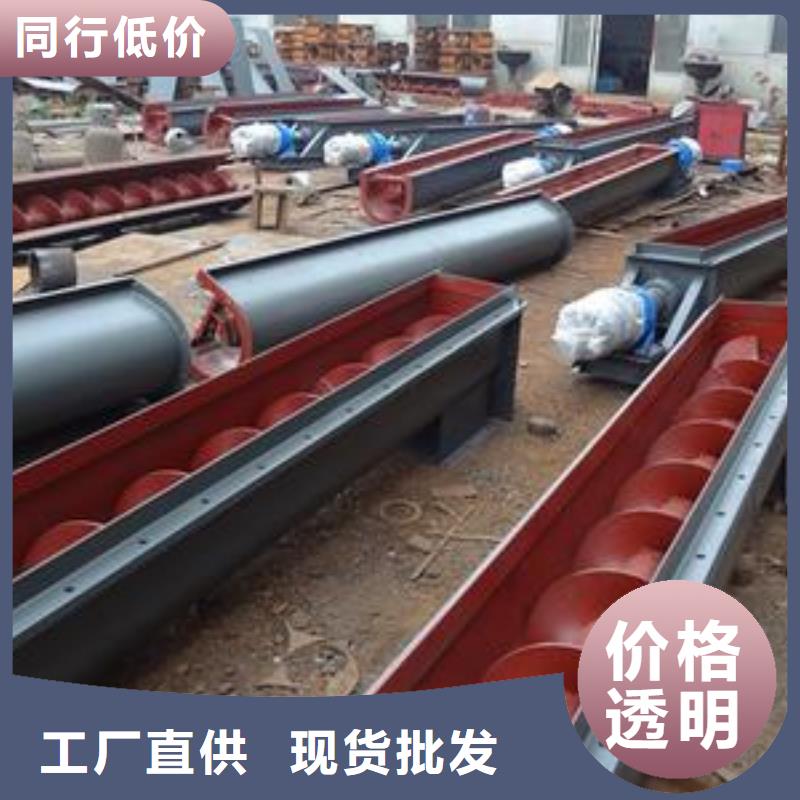
以下是:四川阿坝u型螺旋输送机输送量大、效率高的图文介绍
衡泰重工机械制造(阿坝市分公司)位于西环工业区,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 螺旋输送机等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。

四川阿坝螺旋输送机叶片与机壳间隙调整的核心步骤是:先准备校验→测量定位偏差→针对性调整→复核试机,全程确保同轴度和间隙均匀性。1. 前期准备与确认停机断电并挂 “禁止合闸、正在检修” 警示牌,钥匙专人保管,避免意外启动。清理机壳内残留物料,拆除检修口盖板,确保作业空间无遮挡;通风散味(有毒 / 粉尘物料需佩戴防护装备)。准备工具:水平仪、塞尺(0.02-10mm)、扳手、千斤顶、不同厚度垫片、百分表、记号笔。检查部件状态:确认叶片无严重变形、机壳无破裂,轴承无卡滞,排除需更换部件的情况。2. 基准测量与偏差定位测同轴度:将百分表吸附在机壳上,探针接触螺旋轴表面,手动缓慢转动轴体,记录径向跳动值(允许偏差≤0.3mm),标记偏移方向。测间隙分布:用塞尺测量叶片与机壳上、下、左、右四点的间隙,每 2-3m 设一个测量点(长距离输送机),记录各点数据,确定间隙过大 / 过小的区域和偏差值。分析偏差原因:若四周间隙不均,多为螺旋轴偏移;若局部间隙异常,可能是机壳变形或叶片磨损。3. 针对性调整操作(1)螺旋轴偏移调整(常见)松螺栓:按对角线顺序松开头部和尾部轴承座的固定螺栓,预留调整余量。加垫片:根据同轴度和间隙偏差,在轴承座底部或侧面加 / 减垫片(垫片厚度 = 间隙偏差值 / 2,保证两侧对称)。校准:手动转动螺旋轴,用百分表复测同轴度,同时用塞尺检查间隙,反复微调轴承座位置,直至四周间隙均匀(差值≤2mm)。锁紧:按对角线顺序分步拧紧轴承座螺栓,力度均匀,避免紧固时移位,拧紧后再次复核间隙。(2)机壳变形 / 倾斜调整校水平:用水平仪测量机壳水平度(允许偏差≤0.5mm/m),若倾斜,松开机壳与底座的连接螺栓,在偏移侧加垫片调整高度。矫变形:若机壳局部凸起,用千斤顶垫木块轻轻顶压变形处,配合塞尺实时监测间隙,直至机壳内壁平整,避免用力过猛损坏机壳。(3)叶片变形 / 磨损调整轻微变形:用扳手轻轻校正叶片边缘,确保叶片与轴垂直、边缘平整,校正后复测间隙。严重磨损 / 变形:更换新叶片,安装时保证叶片与轴的垂直度,再按上述步骤校准整体间隙。4. 复核与试机验收复测:用塞尺逐点检查所有测量位置的间隙,确保均在 3-10mm 合理范围,且两侧间隙差值≤2mm。清理现场:移除机壳内的工具、垫片等杂物,盖好检修口盖板,整理作业现场。试机运行:摘除警示牌,合闸送电,先空转 30 分钟,观察设备有无摩擦异响、振动等异常。验收记录:试机无异常后,停机再次复核间隙,记录调整数据、工具使用情况,确认合格后恢复生产。

四川阿坝选择螺旋输送机填充系数的核心逻辑是:以 “物料特性 + 工况条件” 为基础,平衡输送效率与设备,按 “定基础值→按工况修正→按需求微调” 三步法选择,具体可落地方案如下:一、步:按物料特性定基础填充系数(核心前提)不同物料的流动性、粘性、形态直接决定填充系数的合理区间,优先按以下标准取基础值:粉状物料(面粉、水泥粉、煤粉):流动性好但易扬尘,基础值 φ=0.25~0.35粒状物料(粮食、塑料粒、化肥颗粒):流动性适中无粘连,基础值 φ=0.35~0.45小块状物料(煤块、陶粒、再生骨料):占用空间大、流动性差,基础值 φ=0.2~0.3粘性 / 易结块物料(酒糟、脱水污泥、受潮面粉):易粘连堵塞,基础值 φ=0.15~0.25二、第二步:按工况条件修正基础值(关键调整)在基础值基础上,根据输送方向、距离、转速等工况微调,避免效率下滑或设备过载:输送方向修正水平输送:维持基础值不变倾斜输送(θ=10°~20°):基础值 ×0.8~0.9(如粒状物料从 0.35~0.45 调整为 0.3~0.4)倾斜输送(θ=20°~45°):基础值 ×0.7~0.8(避免物料下滑导致实际填充度异常)输送距离修正短距离(≤15m):维持基础值或取上限(如粉状取 0.3~0.35)中距离(15~30m):基础值 ×0.9~0.95(减少物料滑动损耗)长距离(>30m):基础值 ×0.85~0.9(叠加磨损和阻力影响)转速修正低转速(≤30r/min,适配易碎 / 粒状物料):基础值可取上限(如粒状取 0.4~0.45)高转速(>40r/min,适配粉状物料):基础值 ×0.9~0.95(防止物料离心滑动)三、第三步:按实际需求(效率 / )微调(终落地)根据生产优先级(效率优先或优先),在修正后区间内锁定具体值:效率优先(如批量生产、高流量需求)无堵塞风险时,取修正后区间的上限(如水平输送粒状物料,修正后 0.35~0.45,取 0.4~0.45)前提:电机功率充足(预留 1.2 倍冗余)、设备耐磨等级达标(高填充度磨损更快)优先(如粘性物料、长距离倾斜输送)取修正后区间的下限(如倾斜 20° 输送粘性物料,修正后 0.12~0.2,取 0.12~0.15)核心:避免物料堵塞、电机过载,降低设备故障风险平衡需求(常规生产)取修正后区间的中间值(如水平输送粉状物料,修正后 0.25~0.35,取 0.3)兼顾效率与,是通用的选择四、实操验证与调整(避免理论与实际偏差)试运验证:按选定填充系数试运行,观察 3 个关键指标输送量:是否达到生产需求电机电流:是否在额定值的 80%~90%(过高说明填充度过高,过低说明过低)设备状态:有无堵塞、异响、物料回流动态调整:电流偏高→减少进料量→降低填充系数输送量不足且无异常→增加进料量→提高填充系数(不超过修正后上限)出现堵塞→立即降低填充系数,检查是否物料特性判断偏差(如粘性比预期高)五、关键避坑原则不超合理上限:无论效率需求多高,填充系数都不能超过 0.45(超填充必导致效率下滑 + 设备风险)不忽视物料变化:物料湿度、粒度变化时,需重新调整(如潮湿物料比干燥物料填充系数降低 20%)不脱离设备参数:小直径螺旋(≤200mm)填充系数宜偏低(避免管内空间不足导致堵塞),大直径螺旋(≥400mm)可适当偏高


四川阿坝螺旋输送机运行中电流异常(偏高/骤升/波动),核心处理原则是“**先降负荷保,再从物料→机械→电气逐步排查**”,避免电机烧毁或设备损坏,具体步骤如下:### 一、紧急处理:快速控风险1. 立即减少进料量(或关闭进料阀),观察电流是否回落;若电流仍持续偏高(超过额定值95%),直接停机,悬挂“禁止合闸”标识。2. 禁止强行启动或超负荷运行,避免电机过载烧毁、轴体弯曲或叶片损坏。3. 记录异常现象:电流数值、波动幅度、是否伴随异响/振动/温升,为后续排查提供依据。### 二、分场景排查:从易到难找原因#### 1. 常见原因:物料问题(占比70%+)- 排查方向:- 进料过多/填充系数超上限(>0.45):查看进料口是否堵塞、料仓下料过快,导致管内物料堆积。- 物料结块/受潮:粘性物料(如酒糟、湿砂)结块形成“料塞”,或潮湿物料粘连机壳,增大推送阻力。- 物料含大块杂质:粒径超过D/5(D为螺旋直径)的硬块、金属碎屑卡滞叶片与机壳之间。- 处理方法:- 清空机壳内物料(拆开检修口),清理结块、杂质,检查出料口是否通畅。- 调整进料速度,将填充系数拉回合理区间(粉状0.25~0.35、粒状0.35~0.45)。- 潮湿物料烘干后再输送,易结块物料开启破拱装置。#### 2. 机械故障:阻力异常增大- 排查方向:- 叶片磨损/变形:叶片厚度磨损超15%、边缘变钝,或叶片弯曲偏心,与机壳间隙过小(<物料粒径+5mm),产生摩擦。- 轴承卡滞:电机轴承、中间支撑轴承缺油、磨损或进粉尘,转动阻力增大(用手盘车感受是否顺畅)。- 螺栓松动/部件干涉:叶片固定螺栓、地脚螺栓松动,导致叶片摆动;或机壳变形、导流板错位,与叶片干涉。- 处理方法:- 更换磨损/变形的叶片,调整叶片与机壳间隙至标准值。- 拆卸轴承,清理粉尘后加注润滑脂(锂基脂为主),磨损严重则直接更换。- 紧固所有松动螺栓,校正机壳变形,移除干涉部件。#### 3. 电气系统问题:供电或传动异常- 排查方向:- 电机过载:电机功率选型不足(未预留1.2~1.3倍冗余),或倾斜输送时功率未修正(需×(1+sinθ))。- 电气接触不良:电机接线端子松动、电缆老化,导致电流波动;变频器参数设置不当(如频率过高)。- 电机故障:电机绕组短路、轴承损坏,表现为电流偏高且电机温升快(表面温度>75℃)。- 处理方法:- 若电机功率不足,需更换更大功率电机;倾斜输送按工况修正功率。- 紧固接线端子,检查电缆绝缘性,重新设置变频器参数(匹配物料转速需求)。- 电机温升异常时,联系电工检测绕组绝缘,必要时检修电机。#### 4. 工况适配问题:参数或设计不合理- 排查方向:- 倾斜角度过大(>30°):物料回流严重,阻力叠加导致电流升高。- 转速过高:超过n_max=120/D,物料离心滑动但阻力未降低,电机空耗增大。- 处理方法:- 倾斜角度>30°时,降低填充系数(如30°倾斜取0.15~0.25),或拆分输送段。- 调整转速至合理区间(粉状30~60r/min、粒状10~30r/min),避免超上限。### 三、恢复运行:验证与1. 排查修复后,手动盘车确认螺旋转动顺畅,无卡滞、异响。2. 空载启动设备,观察电流是否在额定值30%~50%(正常空载电流),无异常再逐步恢复进料。3. 恢复后持续监控30分钟:电流稳定在额定值80%~90%、无波动,输送均匀,即为正常。### 四、关键注意事项- 清理物料、检修机械时,必须彻底断电,避免误启动伤人。- 高磨琢物料(矿石、石英砂)需缩短叶片、轴承保养周期,加装耐磨衬板。- 粘性物料需定期清理机壳残留,避免粘连累积导致阻力增大。要不要我帮你整理一份**电流异常快速排查清单**,明确不同异常现象(偏高/骤升/波动)对应的优先排查项和处理步骤,方便你现场快速使用?



在四川省阿坝市采购u型螺旋输送机输送量大、效率高请认准衡泰重工机械制造(阿坝市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘女士-【13731735184】)。
名片")