| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
| 范围 | 衬胶管道衬塑钢管交易供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 银州区、西丰县、昌图县、调兵山市、开原市等区域。 |


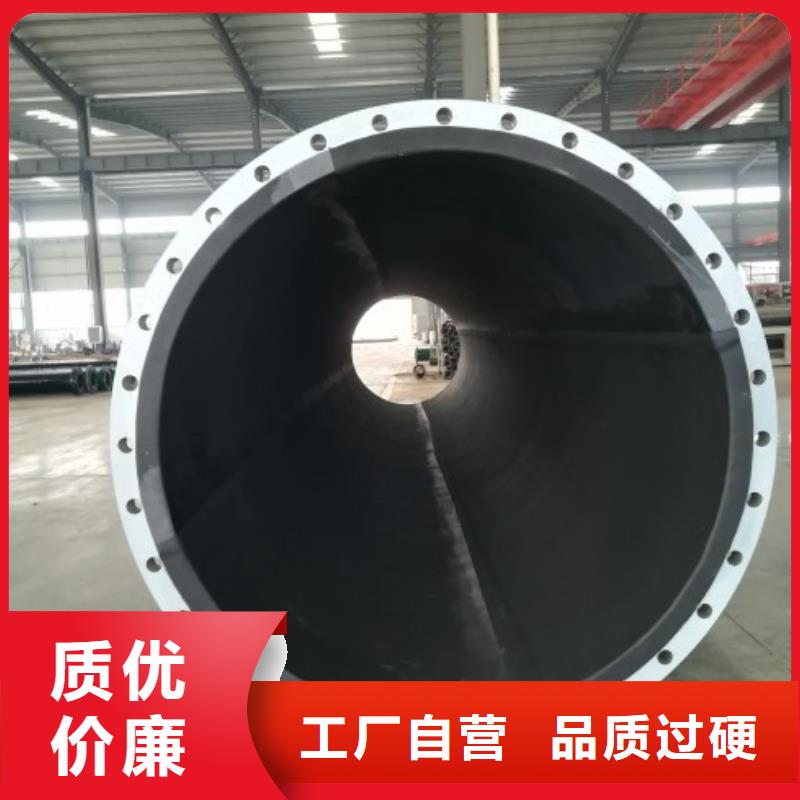
电厂衬胶管道是乙烯、丙烯和丁烯共聚而成的一种烯烃共聚物,它保持了乙烯、丙烯的耐腐蚀型,又具良好的耐热性、耐冲击和电绝缘性能。其使用温度可比聚乙烯高出20-60度。同时耐磨衬胶管道克服了聚乙烯和聚丙烯与金属结合力差的缺点,具有很强粘结力,能与金属牢牢的结合在一起,由于极强的结合力,极大限制了其因冷热变化而引起的收缩和伸长,从而管道和管件不会因收缩和膨胀而产生破坏,确保了设备的长期稳定使用。
耐磨衬胶管道以普通钢管作为钢架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备,具有高强度、高耐磨、高防腐和耐高温等性能,因此可广泛用于冶金、矿山、电业、化工等工业排渣、排气等管道系统。
公司专业生产加工:低钙镁衬胶管道、低钙镁衬胶管件产品。另外还生产天然软质衬胶管、天然硬质衬胶管、丁基橡胶管道等。GB5575-85 HGJ229-83 标准在防腐衬里里面描述低钙镁橡胶,钙、镁的含量!
低钙镁橡胶管道介绍 :
1、主要使用在化工离子膜制碱行业。品种分为两类:高温高压硫化和非受压容器的低温常压硫化。
2、适用范围 适用于化工行业离子膜制碱、盐水沉降槽、盐水储缸、二次盐水储缸及管道。
3、产品特性 低钙镁橡胶大优点是把钙镁含量降到低,使其在电解过程中效果佳,无论是受压缸体还是非受压缸体都适宜用此衬胶低钙镁橡胶
4、施工要求 施工中尽量不用热烙,因为铁离子易附在胶体表面。衬胶面要干净、无油污,焊口平滑,贴合时要赶出气泡,搭接层要粘合牢固扎实。 型号 2mm-10mm 产品类型属耐酸碱橡胶。
5、低钙镁橡胶衬里低钙镁橡胶衬里是由天然胶、合成胶及专用配合剂组成,并采用低温常压硫化技术路线制成。
在“七五”期间,我国从日本引进多套离子膜制碱工艺装置,装置中的设备、管道及阀门等需衬低钙、镁橡胶村里防腐,以满足离子膜制碱工艺的要求。低钙镁衬胶管道的价格比其它橡胶管道价格要稍微高一些,这个也要看您的钢管口径大小来定价,还有钢管的数量,要是数量多了肯定给您低价格。



把 衬塑管厂家烦恼交给纵横机械制造(铁岭市分公司)、让我们为您提供专业优质的 衬塑管厂家解决方案!多年来服务万家客户,每批次 衬塑管厂家产品都经过严格质量体验,确保用户使用放心。


纵横机械制造(铁岭市分公司)是一家以 衬塑管厂家为主的经营企业,公司地理位置优越交通十分方便。我们交货及时,价格低,质量优,节假日照常营业。公司凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!我们一贯坚持 “ 质量di yi、信誉至上 ” 的生产服务宗旨,奉行 “ 以人为本,诚信立业 ” 的经营理念,秉承 “ 只有专业,才成事业 ” 的发展思路,竭诚为广大新老用户提供优质的产品和优良的服务。



电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
名片")