| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
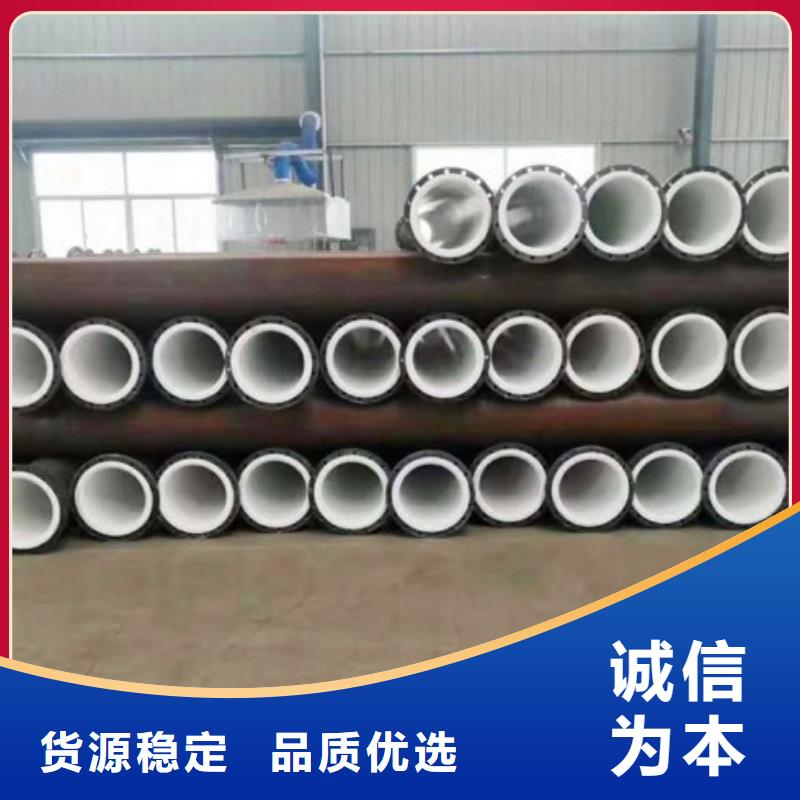
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |
| 范围 | 衬塑管报价优质衬塑直管洛阳检测供应范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 七里河区、西固区、安宁区、红古区、永登县、皋兰县、榆中县等区域。 |

为了满足市场上对 衬塑管厂家不同规格和工艺质量的需求。现每年自主研发或应客户需求开发设计推出多款 衬塑管厂家新品。 “诚信、务实、创新、开拓”是公司的生存信念,凭着的产品和优质的服务,纵横机械制造(兰州市分公司)与国内众多公司、政府单位建立了稳定的业务合作关系,获得客户的一致好评。 我们愿以高品质的 衬塑管厂家产品、优惠的价格、快速周到的服务与您共同创造出更美好的明天!



衬塑管道设备制造验收规范按HGJ92-90标准、GHJ33-91标准;衬塑管道设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;衬塑管道设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
碳钢防腐衬塑管道技术指标:
. 防腐衬塑管道,化工防腐钢衬塑管技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
二. 防腐衬塑管道,化工防腐钢衬塑管工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm




钢衬PE衬塑管道翘边原因
一旦钢衬PE衬塑管道出现翘边现象,不仅会使管道的形体受到破坏,更会导致管道的性能效果降低,甚至是彻底无法使用,所以遇到这种情况,一定要及时查明是什么原因导致的,从而彻底杜绝管道发生翘边的可能性。
导致钢衬PE衬塑管道发生翘边的全部过程:
在生产过程中,PE会因为遇冷收缩的特性而紧紧包裹在管道上,所以管体上PE的内应力会随着温度的变化而变化,虽然如此,但各点的内应力都还是一致指向管体的。而在PE坡口的焊道处却不这样,因为PE在坡口处被焊道分为两部分,焊道与管端夹角较小的一侧,上面大部分的PE材质会被弄掉,所以就导致剩下的PE材质非常薄并且表面积也很小,从而形成锐角状或长条状,而焊道与管端夹角较大一侧的PE,从管端方向向管内侧方向逐渐加厚,在焊道肩部达到了被分开部分PE的较大厚度。所以造成管道表面的PE涂层厚度不一。
从而在钢衬PE衬塑管道表面的涂层PE受到日光暴晒时,PE会温度升高,而PE的记忆效应会产生一个收缩的内应力,这个内应力就会在管道焊接的一个侧面产生出剥离开焊道的“力”,然后随着钢衬PE材质厚度的增加,这个“力”也会随之增大,从而当焊道与管端夹角较大一侧的焊道肩部的力达到较大时,就能使粉末与管道表面分离形成翘边。
其实看完导致钢衬PE衬塑管道发生翘边的整个过程后,相大家都明白了,导致这种现象发生的主要原因就是温度、壁厚度、管径这三点因素,所以要想避免管道发生翘边现象,就要在制造、安装、使用的过程中,做好对这三个方面的工作。
衬塑管道可谓是目前非常流行的输送管道,具有许多优良的性能特点,被广泛应用于各行各业。为避免生产过程中各种问题的出现,一定要严格遵守生产工艺流程来制造。
衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性工程塑料:
1、先将碳钢管表面磨砂除锈。
2、然后将碳钢管加热在300-370度之间。
3、把高性能聚乙烯塑料涂覆的钢管内壁。
4、把涂覆好的管道放在三维旋转台上滚塑成型。
虽然看似是简单的四步,但其实制造起来并不简单,一旦有一个小步骤出现错误,就会导致衬塑管道的性能受损或不达标,因此每一根具有优良性能的管道,都是经过重重严格的操作、把控而制成的。

名片")