| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
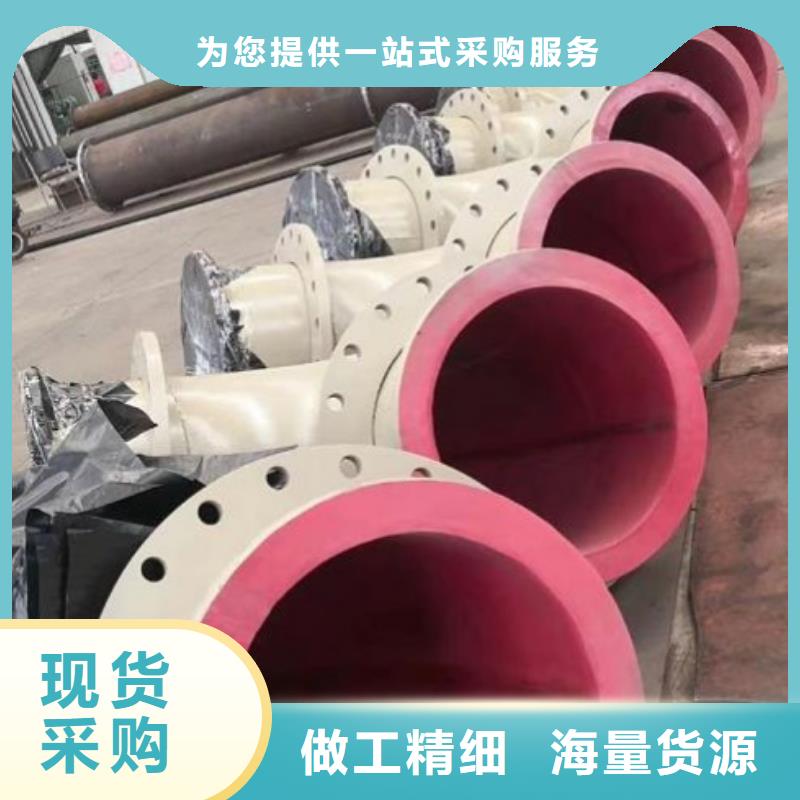
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等行业 |
| 范围 | 生物医药衬胶管供应范围覆盖广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市等区域。 |


我公司拥有自己先進的生产和检测设备。我们坚产品质量就是公司的生命,我们将根据客户的不同要求,提供更的技术服务,“以创新为动力,视质量为生命,坦诚待人、务实发展”是公司一贯奉行的文化理念。公司坚持“以质为纲、以诚为本”的经营方针,诚经营精益求精,、准确、快速的满足顾客的需求。从销售,产品开发,生产,质量控制和售后服务,每个环节都有经验丰富的人员严格把关,务求为客户提供的,高质,的专业优质服务。
衬胶管道的生产工艺:
1.衬胶管道防腐管道的表面处理:
在对衬胶管道防腐管道的钢管进行喷砂前应认真检查全部喷砂面有无油污,若有应用清洗剂清洗干净,对设备的管嘴、人孔等开口处应用胶合板和塑料布进行包扎、捆绑,以防砂子飞出伤人。
喷砂作业应从上到下,首先从顶部开始,逐渐向下进行作业,法兰、管嘴等小面积喷砂应特别注意,喷砂枪在喷砂时与被喷砂面的距离应在300~500mm范围内。喷砂作业要在干燥的环境中进行,当喷砂面有水或空气湿度大于85%时,应停止作业。
当天喷完砂的表面要当天检查,其除锈等级Sa21/2级以上,凡检查不合格处均应作出标记,待第二天重喷。
当天检查合格的喷砂面,在清扫干净后,应在当天涂上一道胶浆,涂刷应厚度均匀,严密不漏。未涂胶浆前的合格喷砂面,施工人员严禁用手触摸或有用其它脏物去接触,以防污染。
2.衬胶管道的胶浆配制:
衬胶管道防腐管道的胶浆配比为:胶片:汽油=1:6~10(重量比),胶浆的配比要根据使用条件有所变化,对于粗糙的铸铁表面应采用1:10较稀的胶浆,用手刷涂刷时应采用1:8胶浆。
用软胶板衬里时,应用7038胶浆片配制胶浆,配比为1:2~1.5。 配制时先将胶片表面杂物除去,然后切成碎片,按比例加入汽油,浸泡搅拌自溶化,采用机械搅拌可以改善劳动条件。
配好的胶浆可保存三个月,但贮存时应注意温度变化不可过大,以免影响胶浆质量。表面处理和胶浆配制做为衬胶管道防腐管道生产工艺朂主要的两个环节,任何一家脱硫衬胶管道生产厂家在生产管道产品时只要做好这两步就能将产品质量增加多倍。



虽起步较晚,但纵横机械制造(广东省分公司)依靠得天独厚的地理位置和资源优势,一开始就以高科技、新 衬塑管厂家产品、新技术主打市场,坚持以认真求实的态度对待所有的客户,以“诚信务实、客户至上”为企业宗旨,始终坚持“以人为本”的管理理念,立志于为客户提供各类优质 衬塑管厂家产品和技术服务。


在生产中如何通过工艺控制提高耐磨管道的耐磨性能,保证使用质量,主要有两种方法:一是对于耐磨管道容易磨损的部位,如弯头,异径管、吸水口等处采用模型整体铸造,特别是在弯头外侧磨损尤为显着的部位,对外径采用变更圆心的方法进行设计,使磨损严重的部位局部加厚,而且还能根据各种要求,制作出各种不规则形状的管件来满足设计要求。而直管一般是采用离心铸造。



衬胶修补工艺逐渐成熟起来,由于部分厂商的衬胶技术条件、用户使用的环境等因素影响导致了大量橡胶衬里因为局部损坏而影响到整个系统的运行,而传统的修补方法时间周期长、修补材料粘接度不够导致经常性反复修补、部分修补反而加快了衬胶层的老化和脱落等一系列问题。将浆液冷却管道改造为耐酸耐碱耐腐蚀的衬胶耐磨管道,缓解浆液冲击压力,保证浆液冷却泵及浆液冷却管道的正常运转。能够即时的为客户解决的化工管道、衬胶耐磨管道、管件、衬胶设备以及衬胶罐体(酸碱储罐)等一些橡胶衬里修补问题。

名片")