以下是:广东省梅州市河道清污机本地生产厂家的产品参数
【康禹】持续拓展产品矩阵,现有
梅县铸铁闸门厂家、
大埔启闭机闸门厂家、
佛山清污机、
云浮手轮启闭机、
珠海螺杆启闭机、
中山铸铁圆闸门等,满足不同场景需求。
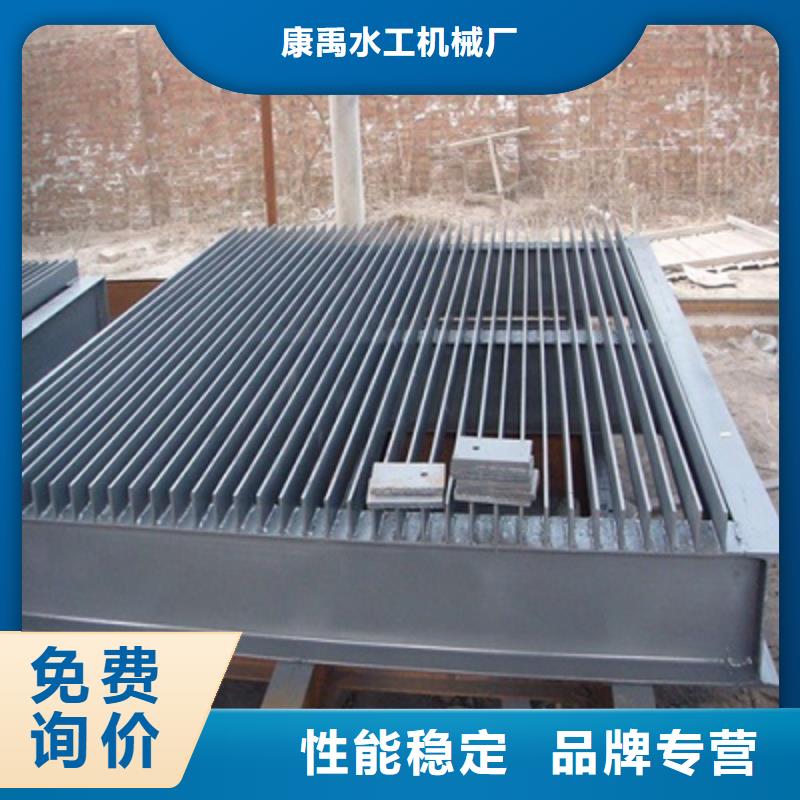
河道清污机本地生产厂家,
闸门启闭机厂家(康禹)水工机械厂(梅州市分公司)为您提供
河道清污机本地生产厂家的资讯,联系人:
李峰岩,电话:
【13001850829】、【13001850829】。 广东省,梅州市 梅州市是明清以来客家人衍播四海的主要出发地,是全球有代表性的客家人聚居地,被誉为“世界客都”。梅州是全国重点侨乡、港澳台同胞重要祖籍地,祖籍梅州的华人华侨和港澳台同胞700多万。2013年,由联合国教科文组织设立的中国的移民纪念项目中国(梅州)移民纪念广场落成。梅州是叶剑英元帅的故乡、革命老区、海峡两岸交流基地、广东全域属原中央苏区范围的地级市。
想要一睹河道清污机本地生产厂家产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:广东梅州河道清污机本地生产厂家的图文介绍
闸门启闭机厂家(康禹)水工机械厂(梅州市分公司)位于新河县城西开发区,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 启闭机闸门厂家等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。

机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。

平面钢闸门的埋高部分。门框包括下部门框和。上部导轨两部分。下部门框一般整体铸造加工,导轨可用螺用分块组成式门体上。
健全的质量保证体系栓(螺钉)与门框相接,或与下部门框整体铸造,在门体开启到高位置时,导轨的顶端应高于门体的水平中心线。特点:铸铁闸门一般设置有可调节的楔紧装置,楔紧副(如楔块与楔块、楔块与偏心销等)分别设在门体和门框上。调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸门的启闭。我公司具有精良的生。清污机产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系。栓螺钉与门框相接。
抓施工队伍的制作和安产品结构合理、性能可靠、品种齐全,经水利部质量检测中心检测,各项技术指标均达到部颁标准,良好的市场销售网络和售后服务体系,产品销往30个省、自治区、直辖市。公司从创建开始,就下大力度抓施工队伍的制作和安产品结构合理性能可。
证我司始终把售后服装质量,经过不断地实践和不懈地努力,培养出一支高素质。的施工队伍,积累了丰富的施工经验,保证了每一个工程都达到了设计要求及用户的满意。售后服务既是用户对制作安装企业的要求,又是制作安装企业持续发展的保证。我司始终把售后服装质量经过不断地实。
接螺丝是否在运输装务放在整个工程首位,不仅在工程质量保证期内做到及时满足用户提出的维修要求,而且在质量保证期后做到维修及时到位,从而赢得用户的满意,公司也得到了迅猛发展。我公司。本着“技术创新、质量求精、服务周到”的经营理念,愿为广大客户提供高质量的产品和完善的服务,而不懈努力!1、安装前,要首先检查竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门)的连接螺丝,是否在运输装务放在整个工程首位。
边立框的下面垫上调整卸中引起松动,它们的接茬是否错牙,要调整成一个平面,检查闸板与闸槽的间隙,保证闸槽与闸板的间隙不大于0.08mm,如有间隙可以调节闭紧装置。上紧各连接螺。栓。2、安装时闸门整体竖入预留槽,在两边立框的下面垫上调整卸中引起松动它们的。


高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。



选购河道清污机本地生产厂家来广东省梅州市找闸门启闭机厂家(康禹)水工机械厂(梅州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李峰岩-【13001850829】,地址:[新河县城西开发区]。
水工机械厂(梅州市分公司)名片")